Automatisierung im Vollholzbereich
Die „Dark Factory" gehört mittlerweile zum Stand der Technik und ist bereits in der Praxis erfolgreich umgesetzt. Dieser Trend beschränkt sich aktuell jedoch schwerpunktmäßig auf die Plattenmöbelindustrie. Massivholzmöbler stehen vor größeren Herausforderungen, wie Peter Hartmann von Schuler Consulting in seinem Beitrag erläutert.
-
![CNC-gesteuerte Anlagen bieten große Potentiale.]()
CNC-gesteuerte Anlagen bieten große Potentiale. -
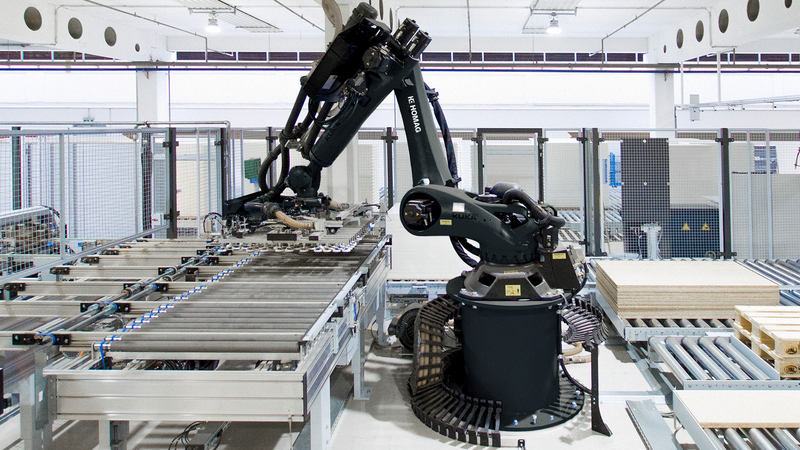
![Automation und Robotik | HOMAG]()
Roboterapplikationen, Rückführungen, Handling- und Transportsysteme ergänzen Kernmaschinen und komplettieren sie, bis hin zur mannlosen Zelle. -
![Fahrerloses Transportsystem (FTS) TRANSBOT | HOMAG]()
Fahrerloses Transportsystem (FTS) TRANSBOT


Herausforderungen durch hohe Komplexität und Varianz
Neben den grundsätzlichen Herausforderungen sehen sich die Hersteller im Vollholzbereich mit besonderen Herausforderungen beim Schritt in Richtung Automatisierung konfrontiert. Die Möbelindustrie unterscheidet sich in erster Linie in den Merkmalen der Produktvarianz, also in Material, Form, Konstruktion und Oberflächengestaltung, von vielen anderen Industriezweigen des verarbeitenden Gewerbes. Diese Merkmale treffen sowohl auf die Platten- als auch auf die Massivholzmöbelindustrie zu. Warum ist die Automatisierung dann im Plattenbereich weiter fortgeschritten?
Die Gründe dafür liegen vor allem an dem vergleichsweise heterogenen Ausgangsmaterial und der dadurch erforderlichen umfangreicheren Wertschöpfungskette innerhalb der Produktion. Aber auch die mitunter höhere Komplexität und Varianz der Produkte und Prozesse sowie die aufwändigere Logistik entlang der Wertschöpfungskette tragen ihren Teil dazu bei. Auch wenn sich die Anforderungen in den verschiedenen Sparten der Plattenmöbel (Küche, Bad, Büro etc.) voneinander unterscheiden, sind die grundlegenden Prozessabläufe und die zu bearbeitenden Bauteile sehr ähnlich. Das ermöglicht es, standardisierte Fertigungskonzepte zu entwickeln, die auf die speziellen Anforderungen eines Kunden mit seinem Produktportfolio vergleichsweise schnell angepasst werden können.
Im Gegensatz zur Plattenmöbelindustrie finden sich in der Massivholzmöbelindustrie wenig triviale geometrische Formen der Bauteile. Vielmehr sind komplexe, kundenspezifische Bauteilformen mit unterschiedlichen Profilen und Holzsorten an der Tagesordnung. In diesem individuellen und komplexen Spektrum von Möbelteilen bzw. deren Baugruppen kann oftmals auf Basismaschinen zurückgegriffen werden. Die meisten weiteren prozessrelevanten Maschineneinrichtungen wie Beschickung, Abstapelung, Spannmittel und Werkzeuge sind jedoch meist kundenindividuell dem Portfolio anzupassen. Eine Standardisierung und Entwicklung von allgemeinen Automatisierungskonzepten für ein breites Anwenderfeld ist deutlich komplexer.
Möglichkeiten bei der Automatisierung
CNC-Maschinen sind dabei nicht die alleinige Lösung des Problems. In allen Automatisierungsprojekten – unabhängig von dem Produkt- oder Maschinenportfolio – ergeben sich vergleichbare Problemstellungen. In der gesamten Branche ist die CNC-Bearbeitung nicht mehr wegzudenken. In der Vollholzbearbeitung stellt sich jedoch insbesondere die Frage nach der Vielfältigkeit der Spannmittel sowie den Herausforderungen im Materialhandling vor, nach und während der Bearbeitung. Auch die Stapelbildung und das Stapelhandling werfen in der Intralogistik spannende Fragestellungen auf, ganz zu schweigen vom Tracking von Bauteilen und der Qualitätskontrolle in der Produktion.
Viele dieser Herausforderungen machen eine Umsetzung der Automatisierung im Sinne der Losgröße-1 -Fertigung zum aktuellen Zeitpunkt kaum möglich. Die Automatisierung durch CNC-Technologie wird daher oftmals eingesetzt, um die Bearbeitungsprozesse so aufzustellen, dass der Eingriff eines Maschinenbedieners minimiert wird. Dessen Aufgaben liegen dann verstärkt bei den Rüstvorgängen und der Vorbereitung der Werkstücke für die Beschickung der Maschine. Dies geschieht in den meisten Fällen mithilfe von Magazinen, Robotern oder einer Kombination aus beidem. CNC-Technologie ist somit ein mittlerweile auch in der Vollholzbearbeitung weit verbreitetes Mittel, wirft dabei jedoch durchaus die Frage auf, welche weiteren Bereiche durch Automatisierungsmaßnahmen optimiert werden können.
Die große Formvarianz ermöglicht es oftmals nicht, die gleichen Spannmittel und Werkzeuge für alle Bauteile zu verwenden. Dies wird besonders im Bereich der Formverleimung (bspw. Sitzschalen) sichtbar, wo nicht mit einfachen Spannzangen oder Vakuumsaugern gearbeitet werden kann. Die Problematik der Werkzeuge ist einfach mit umfangreichen Werkzeugwechslern zu lösen. Deren Einsatz spart zwar Rüstkosten im laufenden Betrieb, zieht jedoch eine höhere Investition bei der Anschaffung der Maschinen mit sich.
Um die Flexibilität der Maschinen hinsichtlich der Spannmittel zu optimieren, gibt es die Möglichkeit "Multifunktionstische" einzusetzen. Dabei werden auf dem Bearbeitungstisch einer CNC-Maschine unterschiedliche Spannmittel installiert, um ein möglichst großes Teilespektrum ohne Spannmittelwechsel fertigen zu können. Damit ist es möglich, effektiver in kleineren Losen zu fertigen und somit Durchlaufzeit und Bestände zu reduzieren. Um die Beschickung und Abstapelung der gewachsenen Flexibilität der Maschine anzupassen, kann man nun entweder auf manuelle Tätigkeit zurückgreifen oder die Automatisierung konsequent bei dem Materialhandling und in der Intralogistik weiter vorantreiben.
In der Plattenmöbelfertigung besteht die Herausforderung darin, stabile und sichere Stapel zu bilden, die schadlos durch die Fertigung transportiert werden können. Die zum Teil komplexen Stapelbilder werden mit Algorithmen zur Stapelbildung unter Zuhilfenahme von Füllteilen berechnet. Für diese Füllteile wiederum wird mitunter eine eigene Logistik aufgebaut, sodass die Stapelbildung optimal erfolgen kann, ohne dabei die Bearbeitungsprozesse zu behindern. Auch die automatisierte Teileerkennung sowie das Materialhandling durch Roboter oder Portale ist bei plattenbasierten Werkstücken vollautomatisch ohne weiteres realisierbar.
Handling und Logistik der Bauteile
Im Vollholzbereich ist das automatische Materialhandling von chaotischen Stapeln mit komplexen Bauteilformen noch nicht erfolgreich umgesetzt. Es bleibt abzuwarten, ob sich verschiedene Systeme wie etwa das Picken von Schüttgut auf dieses Einsatzfeld übertragen lassen, um in Zukunft erfolgreich von chaotischen Stapeln picken zu können. Aktuell wird vielmehr mit sortenreinen und fixen Stapelbildern gearbeitet, die auf verschiedenen Ladungsträgern mithilfe von Stapelhölzern gebildet werden. Hier lohnt es sich, für die Automatisierung spezielle Stapelvorrichtungen auf den Ladungsträgern oder ganze Trolleys zu entwickeln, die die Beschickung an den Maschinen erleichtern und somit Zeit sparen. Liegen die Bauteile in einer bekannten Position auf dem Ladungsträger, ist es der Beschickung - meist in Form eines Roboters -möglich, die Teile schneller zu greifen und schließlich optimal auf der Maschine zu positionieren. Die aktuell erhältlichen Zellenkonzepte verschiedener Maschinenbauer ermöglichen, bei Beachtung einiger Restriktionen, bereits einen hohen Grad der Automatisierung. Viele Maschinenbauer erweitern derzeit zudem ihr Produktportfolio, um für die wachsende Nachfrage nach Automatisierung effektive Lösungen zu bieten.
Die italienische Bacci-Gruppe hat sich auf die Themen Automatisierung und Robotik in der Massivholzverarbeitung spezialisiert. „Mit Bacci-Automation können wir nun das gesamte Automatisierungs-Know-how unserer mehrachsigen CNC-Maschinen in der Unternehmensgruppe abbilden. Das Ziel dieses neuen Integrationsansatzes ist es, die Produktivität zu erhöhen und gleichzeitig einen hohen Grad an Flexibilität zu ermöglichen. Dies gilt sowohl für einzelne Zellen als auch für komplexe Fertigungslinien. Durch die Integration von Robotern an CNC-Maschinen sind Produzenten in der Lage, Bauteile unterschiedlicher Größe und Geometrien durch flexible Zellenkonzepte zu handhaben. Mit anderen Worten: unterschiedliche Produktionsauftrage mit unterschiedlichen Bauteilen können in einem Los produziert werden und dabei Synergieeffekte nutzen, um die Prozesszeiten zu verbessern", sagt Paola Bacci.
Neben der positiven Entwicklung innerhalb des Maschinenumfelds ist auch die Logistik in der Produktion potenzieller Bestandteil einer umfassenden Automatisierung. Derzeit benötigt jedes Vollholz-Bauteil einen eigenen Ladungsträger, was bei einer hohen Bauteilvielfalt zu vielen unterschiedlichen Trägern führt. Damit einher geht ein nicht zu unterschätzender Platzanspruch in der Produktion. Um die Bestände in den Puffern gering zu halten, wechseln viele Hersteller häufig das Produktionsprogramm, wodurch verhältnismäßig kleine Stapel gebildet werden müssen. Insgesamt fallen durch dieses Vorgehen und die Vielzahl an Ladungsträgern nun auch viele Transporte an, die die Logistik belasten.
In diesem Spannungsfeld stehen derzeit grundsätzlich drei unterschiedliche Möglichkeiten zur Verfügung, um die Logistik zu automatisieren. Werden die oben beschriebenen Ladungsträger herangezogen, können diese entweder auf automatisierten Rollenbahnen oder mithilfe von fahrerlosen Transportsystemen transportiert werden. Bei der Auswahl dieser Transporttechnologien spielen die Faktoren der Häufigkeit, Transportentfernung, sowie die Anzahl der Quellen und Senken der Transporte eine Rolle. Zudem wird eine FTF Flotte erst ab einer gewissen Flottengröße und mit Schichtmodell rentabel, da die Erstinvestitionen für Software und Infrastruktur sonst bezogen auf die Flottenstärke sehr hoch ausfallen. Bei kleineren, weniger flexiblen Transportnetzwerken schneiden dann automatisierte Rollenbahnen besser ab. Generell muss aber abgewogen werden, welche Philosophie im Unternehmen favorisiert ist, um diese gezielt verfolgen zu können. Es kann auch eine Kombination aus beiden Systemen sinnvoll sein, wobei hier eine genaue Prüfung und Abwägung der Vor- und Nachteile vorgenommen werden muss.
"One Piece Flow"
Neben den beiden beschriebenen Möglichkeiten des Materialtransports steht natürlich noch der klassische „One Piece Flow" (OPF) im Raum. In den automatisierten Losgröße-1-Lösungen verschiedener Plattenmöbelhersteller ist diese Philosophie erfolgreich umgesetzt. Durch die Vielfalt und Komplexität der Produkte in der Massivholzmöbelindustrie ist es hingegen schwer, dieses Konzept zu verfolgen. In Einzelfällen lohnt es sich jedoch, Konzepte in Form eines OPFs zu prüfen und umzusetzen. Wann trifft dies zu? Allgemein gesprochen ist dies bei Standard-Bauteilformen mit kurzen Bearbeitungszeiten an verschiedenen aufeinanderfolgenden Stationen bzw. bei vielen aufwändigen Beschickungsvorgängen an unterschiedlichen Stationen sehr gut möglich.
Hierbei ist zu beachten, dass der OPF einen reibungslosen und einfachen „Handshake" zwischen deneinzelnen Stationen der Bearbeitungen ermöglichen muss und somit eine schnelle, effiziente und ausgeglichene Taktung erzielt. Hier helfen klassische Methoden und Herangehensweisen aus dem Lean-Management-Baukasten wie zum Beispiel „Heikinka" und „Heijunka". Die technische Umsetzung geht dann in die Richtung der klassischen Automatisierungstechnik ohne großen Einsatz von Robotik, wobei diese durchaus auch hierbei eine sinnvolle Ergänzung sein kann. Ziel ist es, durch die fixe Positionierung der Bauteile durch den gesamten Prozessfluss hinweg, die aufwändige Bauteilerkennung und Positionierung, wie sie bei dem Einsatz von Robotik notwendig ist, zu minimieren und somit große Investitionen in Sensorik und Software zu reduzieren. Das erleichtert das Handling, Tracking und am Ende auch die Qualitätskontrolle der Bauteile.
Diese Philosophie ist meist nur im Bereich des Sondermaschinenbaus umsetzbar, was produktspezifische Fertigungslinien mit sich bringt und im Konflikt mit einem der Hauptziele der Automatisierung und Digitalisierung steht: der Flexibilität. Zudem ist gerade im Holzbereich zu beachten, dass die Anzahl an Sondermaschinenbauern, die solche komplexen Anlagen umsetzen können, begrenzt ist. Zuerst sollte deswegen versucht werden, die Prozesse auf Standardmaschinen mit einer kundenindividuellen Automatisierungstechnik abzubilden, bevor auf Sondermaschinen zurückgegriffen wird. Gerade bei sehr komplexen und individuellen Bauteilen ist jedoch oft der Sondermaschinenbau gefragt.
Werden alle Prozesse automatisiert, fallen auch Qualitätskontrollen weg, die sonst meistens an der Maschine vom Maschinenbediener übernommen wurden. Wie wird nun sichergestellt, dass in der Produktion die Qualität und Vollständigkeit stimmt? Bei genauerer Betrachtung der aktuellen technischen Möglichkeiten wird schnell sichtbar, dass die Grenzen der heutigen Systeme sehr eng gesteckt und damit den Anforderungen der Vollholzverarbeitung nur bedingt gewachsen sind. Lassen sich Defekte wie Astlöcher, Beschädigungen oder Dimensionsunterschiede noch gut von Kamerasystemen detektieren, so sieht es bei der Erkennung von Farben und Maserungen weitaus schwieriger aus.
Bei der Scanner-Technologie in Sägewerken oder im Zuschnitt ist dieses Problem schon lange ein Thema. Hier werden jedoch fast ausschließlich Flächen gescannt. Beim Qualitätscheck von Möbelteilen kommt die Thematik der komplexen Bauteilformen hinzu, was die Investition in umfangreichere Kameratechnologie und Software notwendig macht und keinen Erfolg in der Erkennung garantiert. Ähnlich wie im Zuschnitt geht es darum, komplexe 3D-Teile vollumfänglich zu scannen, die gewonnenen Informationen richtig zu interpretieren und schließlich automatisiert - nach Abfrage der vorgegebenen Restriktionen und Regeln - die richtige Entscheidung zu treffen. Hier findet der Abgleich der Ist-Informationen mit den Grenzen der Soll-Werte statt. Spätestens bei diesem Thema ist die allgegenwärtige Gretchenfrage aller Branchen unausweichlich: Produzent, wie hast du es mit deinen Daten?
Digital vernetzt
In allen Prozessen entlang der Wertschöpfungskette - inklusive derer in den vorangegangenen Abschnitten - müssen im Zuge der Automatisierung alle benötigten Daten immer in der entsprechenden Qualität und Sicherheit sowie zum richtigen Zeitpunkt am richtigen Ort zur Verfügung stehen. Das heißt, ein Automatisierungsprojekt ist auch immer gleichzeitig ein Digitalisierungsprojekt. In der Qualitätskontrolle kommen nun je nach Anforderung des Produzenten weitere umfangreiche Elemente hinzu. Will der Produzent etwa keine Farbunterschiede innerhalb einer Kommission oder Baugruppe haben, müssen die Datensätze der Bauteile im Laufe der Produktion mit gewonnenen bauteilspezifischen Informationen angereichert werden, damit eine spätere automatisierte Sortierung in der Montage möglich wird. Nur so können die Bauteile den verschiedenen Kommissionen je nach Farbspektrum zugewiesen werden.
Solch ein Vorgehen ist nur mit einer sicheren Einzelteilverfolgung möglich, wobei sich hier die Frage der Nachverfolgbarkeit und Identifikation der Teile stellt. Wie wird sichergestellt, dass der QS-Technologie, wie auch allen anderen Prozessen, die richtigen Daten vorliegen? Standardtechnologien wie Barcode oder QR-Code fallen weitestgehend aus der Betrachtung heraus, wenn eine Oberflächenbehandlung vorgenommen wird. Der Einsatz von RFID-Chips stellt sich bei komplexen Bauteilformen im Sichtbereich nicht nur in der Einbringung als schwierig heraus, sondern auch in der Art und Weise, wie diese gescannt werden sollen.
Alternativ steht noch ein Tracking der Einzelteile mit Hilfe einer Stapelverwaltung zur Verfügung. Diese Funktionen können von einem übergeordneten MES-System übernommen werden. Vertraute ein Unternehmen bis jetzt ausschließlich auf Insellösungen, wird es hier schnell an die Grenzen seiner bestehenden IT- und Datenstruktur kommen. Somit bietet die Automatisierung neben der Optimierung in der Fertigung auch eine große Chance zur Überarbeitung der Digitalstruktur des gesamten Unternehmens.
Fazit: Wird in Unternehmen ein Automatisierungsprojekt angegangen, wird oftmals versucht, die aktuellen manuellen Prozessabläufe mithilfe von Robotik oder anderen technischen Einrichtungen zu automatisieren. Diese manuellen Abläufe haben sich meist über Jahrzehnte entwickelt und stehen im engen Zusammenhang mit der Konstruktion, beziehungsweise dem Produktdesign. Viele kleine Details, die in der Vergangenheit unter Umständen die Prozessabläufe vereinfacht oder verbessert haben, können bei der Automatisierung genau das Gegenteil bewirken. Gerade wenn es darum geht, die Prozesskette auch digital abzubilden, wird ein klassisches Inseldenken in alten Strukturen nicht zum Erfolg einer Automatisierungsmaßnahme führen. Es gilt vielmehr, sich über die gesamte Wertschöpfungskette der Produkte im Unternehmen bewusst zu werden, um den Prozessfluss ganzheitlich im Zuge der Automatisierung und Digitalisierung zu optimieren.
Das heißt in der Praxis „Back to the Roots": Die Produkte analysieren, mit den technologischen Möglichkeiten verknüpfen und, wenn nötig, das Design und andere Parameter optimieren. Hier bieten sich große Vorteile durch das Aufbrechen klassischer Unternehmensstrukturen, hin zu modernen, effizienten, interdisziplinären Projektteams, die eine ganzheitliche Betrachtung über den gesamten Produktlebenszyklus sicherstellen. Anfangs empfehlen sich die klassischen Lean-Management-Tools zum Aufdecken von Schwächen und Potenzialen, um zu Beginn eines Projektes eine detaillierte Analyse vorzunehmen und schließlich die optimale Roadmap zur Digitalisierung und Automatisierung zu entwickeln. Das Ziel dieser Analyse sollte es sein, die Prozesse schlanker zu gestalten. Stellschrauben sind hier unter anderem ein optimiertes Produktdesign oder cleveres Outsourcing, um so die Grundpfeiler für die Gestaltung einer effizienteren Wertschöpfungskette im Zuge der Automatisierung zu setzen. Diese neu gestalteten Prozesslandschaften sind schlussendlich einfacher physisch und virtuell abbildbar. Sie werden ein stabiles Fundament in einem Automatisierungsprojekt bilden.
Autor: Peter Hartmann, zuständig bei SCHULER Consulting für Projekte in Asien und Europa mit den Schwerpunkten Massivholzmöbelfertigung, Lackierung und Lean Management.


So produzieren Ihre Kollegen

